Slag detection in steel production
DIAS Infrared produces various stationary thermal imaging cameras PYROVIEW in Dresden. These devices are able to measure temperatures optically without contact. This has advantages over contacting temperature sensors for very hot and moving objects. Such conditions are also present in steel production.
💡“For accurate temperature determination of liquid steel, the emissivity of the surface must be sufficiently known. This in turn is strongly dependent on the wavelength and is lower in the long-wave range (LWIR 8 µm to 14 µm) than in the short-wave range (NIR 0.8 µm to 1.8 µm). Therefore, short-wave instruments are particularly suitable for steel temperature measurement. Different emission properties of surfaces are usually a hindrance, but can also be an advantage – such as in slag detection!“
Dr. Christian Schiewe, expert for high-temperature application at DIAS Infrared GmbH

The problem:
Liquid steel escaping from converters or electric furnaces must be monitored for slag content with increasing requirements on the degree of purity of steels. This also applies when transferring into ladles.
The solution:
A PYROVIEW thermal imaging camera detects steel and slag components in the image. The thermal imaging camera system has the advantage that no sensors are required on or in the converter vessel. In order to recognize the flow of slag on the liquid steel in the thermal image, the different emissivities of slag and steel in the long-wave range (LWIR 8 µm to 14 µm) are used. Steel has a low emissivity, while slag has a high emissivity. Thus, the slag appears warmer in the image than the steel, although it is actually colder. So for slag detection, we need a PYROVIEW LWIR thermal imaging camera in an appropriate protective housing with air purge and water cooling of the optics to avoid problems caused by dust and hot ambient air. The data from the camera are analyzed in real time (50 Hz) by an industrial PC running the DIAS software PYROSOFT Automation. This software can be connected in the network with the plant PLC or IBA. Thus, alarm conditions can be easily processed or linked to the converter tilt angle and other steel mill signals.
Application of the software PYROSOT Automation:
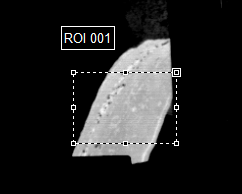
A few functions of the PYROSOFT Automation Software are sufficient for the determination of the along-flowing slag content, which will be briefly explained. After the camera has been positioned and the image has been focused by means of the motor integrated in the optics, the image area for the evaluation has to be defined first. This is called ROI (“Region Of Interest”).
💡By the way: the sofware allows up to 1000 different ROIs – in the following example only one ROI is needed.
.
1. ROI definition with the mouse:
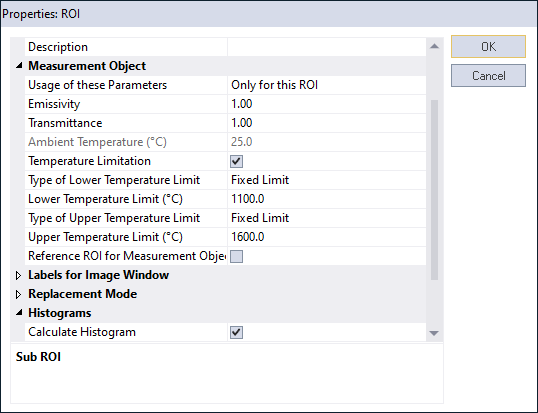
2. We change the properties of the ROI so that the background is hidden (lower temperature limit 1100 °C) and activate histrogram evaluation:
3. Define value calculation – VOI („Value of Interest“):
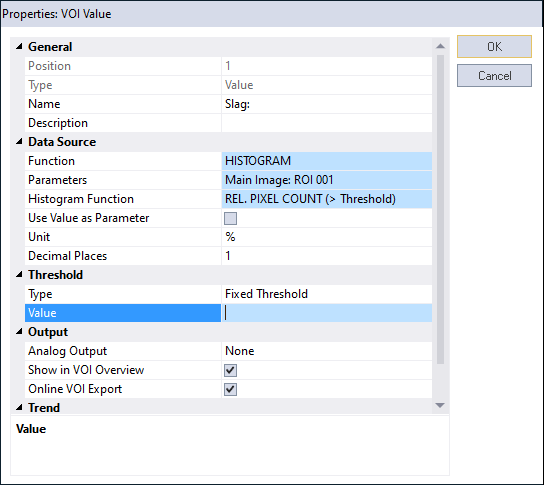
We take the histogram function here and calculate the relative proportion of pixels that are higher than the actual liquid steel temperature.
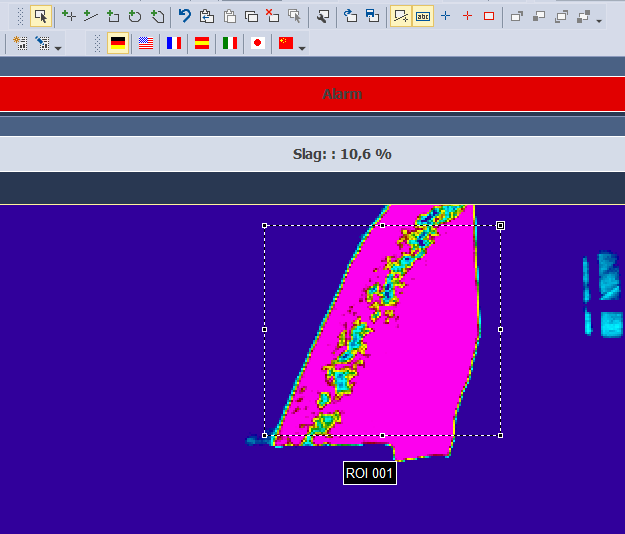
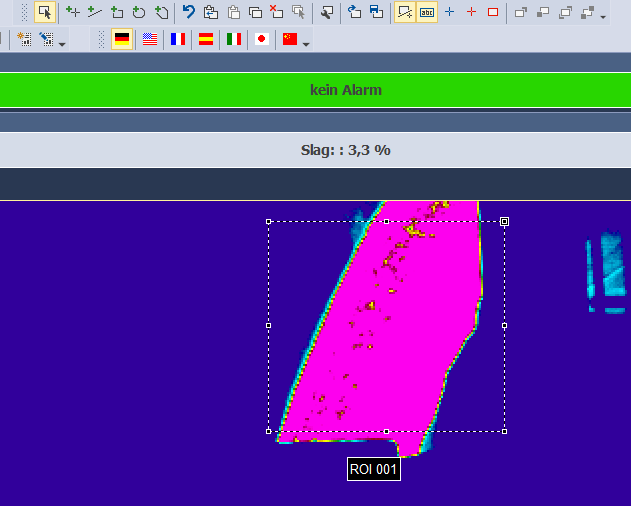
4. We define an alarm value when there is too much slag (> 10%).
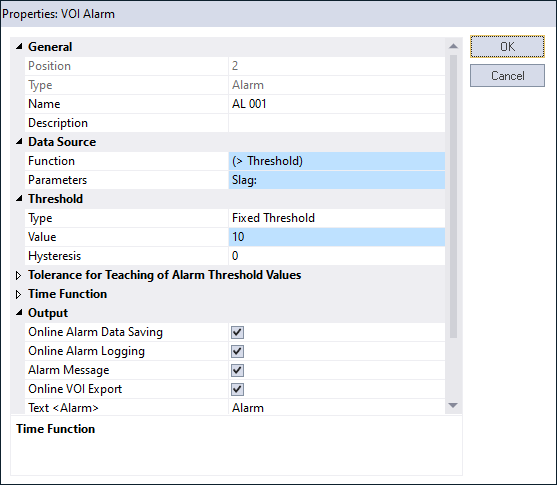
The alarm value can be displayed in the software as a message or/and sent to the PLC or/and also trigger an alarm data storage. Here, all images with too much slag are automatically recorded. In order for the melter to be able to clearly see a slag overflow during tapping, a suitable color wedge is set at the end.
These four simple steps then result in the following evaluation:
PYROSOFT Automation has an internal server that can forward the images in the hut network to other stations. Thus, different observation stations can be realized quickly.
Other functions such as slag pre-alarm, status signals (camera temperature OK, system active, data recording active, etc.) can be quickly configured or are already prepared. Furthermore, the entire tapping process can also be stored in real time and evaluated offline, image by image.
More information
Please read our applicaton note “Slag detection with PYROSOFT Automation”“.