The right temperature for Soldering/brazing - with stationary infrared cameras PYROVIEW and pyrometers PYROSPOT
Brazing is a joining process in which a material bond is created at temperatures above 450 °C with the addition of a solder.
Energy can be supplied in a wide variety of ways: with induction soldering, the required heat is generated in the components by induction; Oven soldering heats all components with the solder applied, often in a protective gas atmosphere. With laser soldering, on the other hand, the laser beam is used to heat precisely.
Process temperature as important parameter
In all processes, the process temperature represents a significant influencing variable, both for the minimum required energy supply and for the quality of the soldered joint. Especially in induction and laser soldering, temperature measurement is also used to control the energy supply. This requires short response times and feedback-free measurements, as they can be done by pyrometers PYROSPOT. Since the measurement is mostly performed on metallic surfaces, it should be performed in the near or at least in the mid infrared.
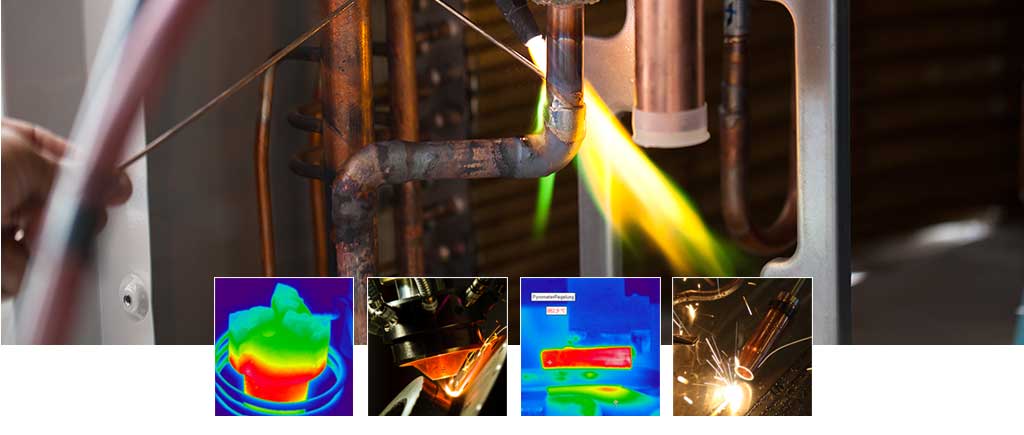
Measured temperature value vs. histogram of the temperature distribution
In the case of induction heating, uneven (inhomogeneous) temperature distributions occur. With the pyrometer you measure at a point or on a small measuring spot and expect a temperature reading that is representative of the entire component, with thermography you get minimum, mean and maximum or a complete histogram of the temperature distribution. This is particularly helpful for optimizing and setting up induction soldering systems. The information obtained can also be used to position a pyrometer for control in the continuous production process.
The robust pyrometers of the PYROSPOT series 44, e.g. the PYROSPOT DA 44F for temperature measurement during flame or laser soldering or the PYROSPOT DG 44N for induction soldering are suitable for typical measurement applications with a response time of 5 ms.
For higher speed requirements, the devices of the PYROSPOT series 10 with fast response times up to 1 ms or the PYROSPOT series 11 with fiber optics are available.
Especially for induction brazing also ratio pyrometers PYROSPOT DSR 10N or PYROSPOT DGRF 11N with fiber optics are used.
For exact alignment of the pyrometers LED or laser pilot light, through-the-lens sighting or video module are available. The software PYROSOFT Spot and PYROSOFT Spot Pro allow the adjustment of all parameters and thus the optimal adaptation to the process and the digital evaluation of the measured values. For exact alignment and stable mounting, adjustable mounting brackets are used. For durable and low-maintenance use of the pyrometers, an air purge unit for keeping the optics clean is used.
Image analysis with thermal imaging cameras
In the case of local heating by lasers or gas burners, the precise alignment of the pyrometer is difficult and, in addition, the temperature distribution in the surrounding area is of great interest. Infrared cameras in the near infrared can measure the temperature distribution spatially resolved. Particularly suitable is the PYROVIEW 320N, which measures in the near infrared at 1.4 µm to 1.6 µm with a resolution of 320 x 256 pixels and a fast frame rate of 100 fps. Various lenses are available for adaptation to different plant geometries. Measurement through quartz glass windows is also possible for processes in vacuum or inert gas. The powerful software solution PYROSOFT Automation takes care of image evaluation, analysis and the interface to the process control.
More information in an overview
Further details and technical information is provided by our PDF – The correct temperature while brazing with thermal imaging cameras PYROVIEW and pyrometers PYROSPOT
Image sources:
Shutterstock.de/Thanyasit-Rattanaittinan, LaserTherm + Krorc/Wikimedia Creative Commons Lizenz